Council on Energy, Environment and Water Integrated | International | Independent
Suggested Citation: Singh, Aanya, and Shruti Gauba. 2026. Establishing a Sodium-ion Battery Ecosystem in India: Leveraging New Technologies to Strengthen Component Manufacturing. New Delhi. Council on Energy, Environment and Water.
India has taken initial steps to build Advanced Chemistry Cell (ACC) manufacturing capacity largely anchored around lithium-ion batteries (LIBs). With India’s annual battery demand for EVs and grid-scale storage projected to reach around 1.3 TWh by 2047, reliance on LIBs poses risks due to geographically concentrated raw materials and processing technologies, coupled with geopolitical uncertainties across the LIB supply chain.
Our research highlights the urgent need to diversify our battery supply chains by developing new technologies complementing our applications and industrial capabilities. We examine how sodium-ion batteries (SIBs) could play in supporting India’s energy transition and reducing supply-chain vulnerabilities.
It discusses SIBs as a promising complementary technology because they rely far less on critical minerals, offer greater safety and temperature tolerance, and can be produced on existing LIB manufacturing lines. The report also emphasises that several key SIB components—such as cathode materials, hard-carbon anodes, electrolytes, and aluminium current collectors—can leverage India’s existing industrial capabilities in sectors like pharmaceuticals, fertilisers, textiles, and chemicals, potentially enabling significant domestic value addition in the battery value chain.
The report recommends a three-stage roadmap for establishing a sodium-ion battery ecosystem in India: first, strengthening R&D and indigenous material development through industry–academia collaboration and patenting; second, advancing pilot projects, supply-chain development, and standardisation to move technologies towards commercial readiness; and third, enabling commercialisation and scale-up through supportive policies, demand creation, and trade safeguards to reduce investment risks and increase domestic manufacturing capacity.
Creation of a research to commercialisation ecosystem for new battery technologies will enable us to secure our supply chains, develop our manufacturing sector for high complexity products, increase the domestic value addition, and create more green jobs.
Key highlights:
India’s clean energy goals depend on its capacity to electrify various energy uses while reducing dependence on fossil fuels for electricity generation. Batteries play a vital role in this transition, enabling electric mobility and maintaining grid stability and reliable power for households and industries. They are also central to data centres, defence, industrial equipment, consumer electronics, medical equipment, and telecom services. By 2047, India’s annual demand for batteries for electric vehicles (EVs) and grid-scale energy storage is estimated to reach nearly 1.3 TWh–nearly half of the global battery manufacturing capacity in 2024 (CEA 2023; GoI 2023; Ghate et al. 2024; IEA 2024b). Currently, lithium-ion batteries (LIBs) dominate this growing market due to their relatively low cost, moderate-to-high energy density, and superior cycle lives (IEA 2024a). However, their scalability is challenged by concerns over raw material availability, mining-related sustainability issues, and geopolitical uncertainties. High import dependence, China’s overcapacity in LIB production, its excessive dominance over the entire LIB supply chain, and export controls on high-energy-density batteries, battery-grade graphite, lithium-refining equipment, LIB cathode active material (CAM), and essential manufacturing equipment are also causes for concern (Shanghai Metal Market 2025).
Recognising these challenges, India has implemented several policies to support domestic production within its battery supply chain: the Production Linked Incentive (PLI) Scheme for Advanced Chemistry Cells (ACCs), customs duty exemptions on battery materials and relevant manufacturing equipment, and permitting 100 per cent foreign direct investment (FDI) in battery manufacturing are some policies aimed at encouraging downstream cell and pack manufacturing. Furthermore, policies such as the National Critical Mineral Mission (NCMM) indirectly support upstream processes, including raw material mining and refining. However, increasing indigenisation in the battery value chain remains a formidable challenge due to the complexity of the LIB supply chain and the dominance of a few key players. India’s indigenisation efforts could benefit from focusing on variants and components where it can build global competitiveness and maximise domestic value addition.
India must consider alternative battery technologies to address some of these challenges. Sodium-ion batteries (SIBs) are one such option, with their potential for quicker commercialisation, cost benefits, enhanced safety, self-sufficiency in raw materials, and strong ties to many established manufacturing sectors in the Indian economy, based on synergies in processes, skills, materials, and equipment, etc. They also provide valuable performance benefits, greater resilience potential, and an easy transition for producers and investors in the LIB value chain. Table ES1 summarises the properties of SIBs that make them a promising battery chemistry for India, both in terms of application and manufacturing.
Commercially available cathode materials for SIBs include Prussian blue analogues (PBAs), layered oxides (LOs), and polyanionic compounds (PACs). The manufacturing of these materials could be integrated with existing processes in key Indian sectors, such as pharmaceuticals, food processing, textiles, and fertilisers.
Layered oxides, in particular, have garnered significant attention from research institutions globally and in India. Although they currently rely on critical minerals (CRMs), LOs account for the majority of the global SIB projects in the pipeline due to their compatibility with existing nickel-manganese-cobalt oxide (NMC) material synthesis processes and their higher energy densities (Xu et al. 2023). Polyanionic compounds have also gained popularity in India due to their similarities with lithium iron phosphate (LFP). Although their prevalent chemistries rely on vanadium, emerging variants are completely CRM free. Prussian blue analogues are already produced in India for other industries. However, scalability for battery-grade PBAs remains a challenge due to their affinity for water, which decreases energy density (Ge et al. 2024; Cheng et al. 2024). An important advantage of these three CAMs is that they have the potential to be completely free of CRMs. This could make the supply chain more ecologically benign and resilient to geopolitical tensions. Table ES2 compares the key characteristics of different CAM types for SIBs.
Table ES1. Sodium-ion batteries (SIBs) offer various advantages to manufacturers and consumers
| Manufacturing advantages | Performance advantages | Supply chain advantages |
|---|---|---|
|
Manufacturing of SIB materials can be indigenised due to their complementarity with existing industries. SIBs can be produced on existing LIB manufacturing lines, simplifying industrial transition and accelerating development. Hard carbon for SIB anodes could have lower manufacturing emissions than synthetic graphite for LIBs. |
For the same battery capacity, SIBs can be charged and discharged 4–10 times faster than other conventional technologies. SIBs have a lower risk of catching fire compared to LIBs when operated in extreme conditions. SIBs perform better at extreme temperatures, particularly at sub-zero temperatures, making them a good option for remote areas and defence applications. Transportation and storage of SIBs is typically safer than that of LIBs. |
SIBs rely much less on critical minerals than LIBs, which makes it easier to reduce supply chain vulnerabilities arising from geopolitical scenarios. |
Source: Authors’ analysis from CATL (2021); Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals (2017); Rudola et al. (2021); Reid (2023); Abraham (2020); Wetlands International (2023); ESAPA (2004).
Table ES2. Sodium-ion batteries (SIBs) offer a variety of options for manufacturers, as different cathode active material (CAM) types have different characteristics
| Prussian blue analogues (PBAs) |
Layered oxides (LOs) |
Polyanionic compounds (PACs) |
|
|---|---|---|---|
| Energy density (Wh/kg) |
175 | 160 | 160 |
| Cycle life (Number of complete charge and discharge cycles) | 2,000–10,000 | 2,000–6,000 | 8,000–10,000 |
| Companies commercialising this material | CATL and Altris AB | HIGEE, CATL, Faradion + Reliance, Transimage, Natrium, Weifang Energy, Veken, and HiNa Battery | KPIT + Trentar, Highstar, and Zoolnasm |
| Complementary industries in India | Pharmaceuticals, textiles, and food processing | Pharmaceuticals, paints, and chemicals | Fertilisers |
| Currently commercialised applications | BESS, telecom services, and EVs | EVs | Power tools, BESS |
| Limitations | Complex CAM and electrode manufacturing process | Low cycle life, high CRM content | Manufacturing equipment export bans; rely on CRM availability |
Source: Authors’ compilation from CATL (2021); Murray (2024); ACS (2017); Liu and Hua (2023); Xiang et al. (2015); Bauer et al. (2018); Sayahpour et al. (2022); KPIT (2023); Benchmark Mineral Intelligence (2024); HiNa Battery Technology Co. (n.d.). Note: battery energy storage systems (BESS), electric vehicles (EVs), critical minerals (CRM).
Hard carbon has emerged as the preferred anode material for SIBs, benefiting from a diverse raw material base in India, including biomass, agricultural waste, polymers, and petrochemicals (Dahbi et al. 2017; Titirici et al. 2024; Wu et al. 2024). The processing temperatures are also two to three times lower than those for graphite, which is processed at 2,800–3,000°C, thereby reducing operational costs (Dahbi et al. 2017; Saju et al. 2024; Wu et al. 2024; Carrère et al. 2024; Titirici et al. 2024). This enhances supply chain resilience, but quality and performance could be affected by variations in biomass composition. However, these challenges could be addressed during the pre-treatment, synthesis, and post-treatment stages of raw materials and hard carbon through research and development (R&D).
The conventional electrolyte for SIBs is similar to that of LIBs, yet safer due to a higher flash point, which decreases fire risk. Both use hexafluorophosphate salts dissolved in carbonate based solvents (Liu and Hua 2023). The solvent in the electrolyte is widely used in large volumes in the pharmaceuticals, cosmetics, agrochemicals, and textiles industries (Alder et al. 2016). However, monitoring the impurities in the electrolyte during manufacturing and standardising storage and transportation are crucial to ensure quality control and avoid rapid battery degradation. The aluminium current collector resembles domestically produced food-grade foil, but stringent quality-tolerance checks are required to detect irregularities that may arise during manufacturing and could affect cell performance (Deysher et al. 2024; Ulrich et al. 2016).
India’s existing industrial capabilities can be leveraged to establish manufacturing of various CAMs, anode active materials (AAMs), aluminium foil, and electrolytes, as shown in Figure ES1. This could account for more than 50 per cent of the total value of battery cells (Ferraro and Tumminia 2024).
Figure ES1. India has the potential to synthesise key sodium-ion battery (SIB) materials and increase the domestic value addition
The wide range of SIB-related materials available in the Indian industry enables tailored solutions that address application-specific needs while balancing cost, energy density, C-rate, and temperature performance. However, competition from LIBs in certain applications remains a key challenge to the commercial deployment of SIBs. To overcome entry barriers and establish techno-economic competitiveness, three factors will be crucial:
An approach that encourages collaboration among stakeholders, such as researchers, entrepreneurs, policymakers, and manufacturers in complementary industries, could assist in successful commercialisation and scale-up. A strategic roadmap can support this by providing a shared vision for the phased development of SIBs. We recommend a three-stage approach to encourage research and manufacturing, with an incremental focus on indigenisation at each stage.
The first stage should focus on basic R&D, specifically on developing indigenous active materials for SIBs. This would also involve establishing a proof of concept for domestic sodium-ion cells and batteries at the laboratory level, as well as patenting through collaboration with industry and academia, both domestically and globally.
In the second stage, efforts should shift towards rapid prototyping, pilot-scale demonstrations, supply chain development, indigenous equipment design, and standardising material handling and performance benchmarks. This will be supported by cross-sector knowledge transfer with complementary industries, with increased financial support for start-ups. Since equipment for manufacturing and testing materials and cells is capital-intensive, funding should be increased for equipment for academia, technology demonstration labs, and small manufacturers. From 2017 to 2024, the funding allocated by the Anusandhan National Research Foundation (ANRF) and the Science and Engineering Research Board (SERB) to the Council of Scientific and Industrial Research (CSIR) labs and universities for research on SIBs was approximately INR 3.6 crore (USD 420,000) (GoI 2025). In comparison, the funding provided by the US government from 2019 to 2024 was more than INR 1.5 thousand crore (USD 168 million) (US DoE 2024a, 2024b; Ravichandran 2024; Krampf 2024, 2025).
Finally, in the last stage, policies that promote commercialisation and scale-up should be deployed to support the long-term goal of commercial success. Conducive offtake mandates, combined with a gradual shift towards protective trade regulations, will help domestic manufacturers increase market share and scale up from pilot operations to large-scale manufacturing. This will play a catalytic role in reducing the risks associated with capital expenditure (CAPEX) decisions needed for expansion. Each stage will require customised policy support, as outlined in Figure ES2.
Figure ES2. Targeting R&D, manufacturing, and demand creation to unlock India’s leadership in sodium-ion battery (SIB) technology
A growing market and ample room for innovation in the battery sector continue to pave the way for cheaper, smaller, and better-performing batteries. In this strategic sector, prioritising alternatives such as SIBs can reduce reliance on imported CRMs while strengthening India’s technological sovereignty and competitive edge. By fostering innovation, leveraging existing manufacturing infrastructure, and cultivating strategic global partnerships, India can position itself as a leader in nextgeneration battery technologies.
As the market grows and innovation accelerates, batteries are becoming more affordable, more compact, and higher-performing. The past decade has seen lithium-ion batteries (LIBs) supplanting the oncedominant lead-acid chemistry, leveraging superior performance to prevail in the battery industry. However, despite LIBs’ market success, their dominance is increasingly challenged by a variety of factors shaping the current geo-economic landscape. Lithium-ion battery supply chains are highly concentrated, so many countries are reliant on a handful of players. Additionally, factors such as environmental, social, and governance (ESG) concerns regarding lithium and cobalt mining, and resource-control strategies, are spurring the development of alternative battery technologies. These include innovations such as new chemistries in metal-ion and flow batteries, offering improved efficiency, cycle life, and safety. Much more advanced batteries could reach the market in the coming years, and the race to scale them up remains relatively open. This offers a pathway to reduce dependence on imports, enhance energy security, and reduce reliance on critical minerals (CRMs). For manufacturers, particularly those navigating the challenges of China’s LIB overcapacity, these innovations could hold the key to seizing market share and generating profit.
Indian battery manufacturers continue to face challenges in operationalising their production facilities. Despite the Production Linked Incentive (PLI) Scheme for Advanced Chemistry Cells (ACCs) promising financial support worth INR 18,100 crore (USD 2.5 billion), the actual disbursement has been limited (Ministry of Heavy Industries n.d.). Manufacturers of LIBs in India continue to grapple with issues, such as the inherent complexities of adopting new technology, scaling manufacturing in sync with upstream component suppliers, and the domestic unavailability of key raw materials. With Zimbabwe considering export restrictions on lithium concentrate after 2027 and China considering government permits and export restrictions on lithium-iron-phosphate (LFP) cathode active material (CAM) manufacturing equipment and lithium-processing equipment, identifying supply chain opportunities using existing technology and infrastructure is now more critical than ever (Darley 2025; Benchmark Mineral Intelligence 2025).
In a crucial sector where technology is fast evolving, India should prioritise technologies that align with the following considerations:
• performance under Indian climatic conditions;
• cost-effectiveness;
• alignment with domestic manufacturing capabilities, including complementarity with existing industries and equipment;
• domestic mineral base for localised value chain; and
• circularity (e.g. use of abundant materials, enhanced recyclability).
When parameters beyond energy density are considered, SIBs are on par with, or better than, existing LIB technologies.
Considering these attributes while choosing a battery technology will enable India to build a more resilient and competitive battery ecosystem.
In this context, sodium-ion batteries (SIBs) emerge as a promising option. Close to commercialisation, SIBs offer performance and manufacturing characteristics comparable to LIBs. In addition, they offer greater safety, temperature tolerance, and reduced reliance on CRMs (Liu and Hua 2023; CATL 2021). Although their energy density is lower, SIBs show promise in safety, cycle life, and costs that make them attractive for many applications (Yu et al. 2023; Liu and Hua 2023). At the same time, the accelerating advances and falling costs of other chemistries–such as LFP, which is gaining traction in electric vehicles (EVs), and vanadium redox flow batteries (VRFBs) in the grid-scale battery energy storage system (BESS) market–could affect the near-term uptake of SIBs in some segments. Nonetheless, SIBs have the potential to become a favourable choice for several niche applications, such as defence. By capitalising on the existing manufacturing know-how and the relative ease of sourcing SIB inputs, India has a timely opportunity to diversify its battery ecosystem.
This report builds a case for why India should consider SIBs as an option, identifies applications for SIBs and components that would be relatively easier to manufacture domestically, and provides a roadmap to build an ecosystem that supports SIBs from the research and development (R&D) stage to commercialisation. It examines current trends in the battery landscape and discusses how SIBs have positioned themselves in this rapidly changing sector. The report also outlines the attributes that could benefit domestic consumers and manufacturers, identifies potential applications relevant to India based on performance characteristics, and highlights SIB materials that can be indigenised along with their manufacturing processes. It also sets out key factors to consider when developing and introducing SIBs in the market to achieve techno-economic competitiveness, and discusses a roadmap to develop an ecosystem for SIBs that can take domestic technology from R&D to commercialisation.
Performance and manufacturability are two key criteria for evaluating the suitability of a battery technology. The lower energy density of SIBs compared to LIBs is a notable drawback. However, recent developments in active materials and cell design have increased the energy density of SIBs to around 180 Wh/kg, approaching the levels observed in LFP batteries (185-200 Wh/kg) (CATL 2023; Benchmark Mineral Intelligence 2025). When parameters beyond energy density are considered, SIBs are at par with, or better than, existing LIB technologies, as shown in Table 1.
| Manufacturing advantages (beneficiaries) |
Performance advantages (beneficiaries) |
Supply chain advantages (beneficiaries) |
|---|---|---|
|
SIB materials can be indigenised due to their complementarity with existing industries (policymakers, manufacturers). SIBs and their cells can be produced on existing LIB and cell manufacturing lines, simplifying industrial transition and accelerating development (policymakers, manufacturers). Hard carbon for SIB anodes could have lower manufacturing emissions than synthetic graphite for LIBs (policymakers, manufacturers). |
For the same battery capacity, SIBs can be charged and discharged 4–10 times faster than other conventional LIBs (consumers). SIBs have a lower risk of fire than LIBs when operated under Indian conditions (policymakers, manufacturers, consumers). SIBs perform better in extreme temperatures, particularly sub-zero conditions, making them a good option for remote, high-altitude areas and defence applications (policymakers, consumers). Transportation and storage are simpler and safer for SIBs compared to LIBs (policymakers, manufacturers, consumers). |
SIBs rely much less on CRMs than LIBs, making the supply chain more resilient to geopolitical scenarios (policymakers, manufacturers). |
Source: Authors' analysis from CATL (2021); Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals (2017); Rudola et al. (2021); Reid (2023); Abraham (2020).
SIB materials can be indigenised due to their complementarity with existing industries. Unlike lithium, sodium can be extracted relatively easily from seawater, rock-salt deposits, and lake brine, among other precursor materials, and purified, enabling greater upstream indigenisation. Key materials used in SIBs, such as Prussian blue analogues (PBAs), are already produced in India for use in pharmaceuticals and textiles (ACS 2017). Layered oxides (LOs), which share synthesis processes with lithium nickel manganese cobalt oxide (L-NMC) batteries, offer further domestic manufacturing potential (Liu et al. 2023). Increasing the production of active materials for SIBs could enhance domestic value addition beyond current plans focusing on electrodeto-battery production. With China considering export restrictions on battery materials, manufacturing equipment, and lithium-processing equipment, it has become imperative to identify supply chain opportunities using existing technology and infrastructure (Darley 2025).
SIBs can be produced on existing LIB manufacturing lines, simplifying industrial transition and accelerating development. Figure 1 shows that both SIBs and LIBs have similar structures, stacking geometries, and battery form factors (Liu and Hua 2023; Yu et al. 2023; Abraham 2020). Therefore, existing LIB manufacturing plants and technical know-how can be used to produce SIBs (CATL 2021). However, producers and owners of existing lines are likely to be bound by purchase and sale agreements. They might also be reluctant to handle a new chemistry that could result in cross-contamination in the manufacturing facilities. Thus, the theoretical ‘drop-in’ advantage of SIBs may have limited practical applicability, increasing the focus on vertical integration and strategic downstream collaborations among SIB materials manufacturers.

Hard carbon for SIB anodes could have lower manufacturing emissions than synthetic graphite for LIBs. The carbonisation temperature for hard carbon is 700–1,300°C, depending on the raw material. This is significantly lower than the graphitisation temperature of synthetic graphite, which is 2,800–3,000°C. Therefore, SIB anode manufacturing does not require specialised furnaces, lowering capital expenditure (CAPEX) and energy inputs (Carrère et al. 2024).
For the same battery capacity, SIBs can be charged and discharged 4 to 10 times faster than conventional LIBs. Fast charging at a 2C rate (i.e. full charging in 30 minutes) or higher can degrade most LIBs due to the deposition of a lithium layer on the anode. This decreases the availability of active lithium in the cell and blocks the anode’s active sites for lithium ions (Rudola et al. 2021). As a result, the battery capacity and energy density decrease. This layer can also form lithium dendrites that pierce the separator and cause short circuits, leading to thermal runaway and fire (Rudola et al. 2021).
On the other hand, SIBs do not exhibit any sodium plating when charged at a rate of 2C or higher (Rudola et al. 2021). In some cases, SIBs may have a higher volumetric energy density than LIBs when charged at 4C (full charging in 15 minutes) (Rudola et al. 2021). This could lead to faster charging of EVs and batteries for highpower applications. However, some new LIBs in specific applications are also showing charging and discharging rates as high as 6C.
SIBs have a lower risk of fire than LIBs when operated in Indian conditions. Batteries heat up during operation, and when a certain temperature threshold is exceeded, they are at risk of exploding or being damaged through a process known as thermal runaway. The fire safety of LIBs and SIBs depends on the electrolyte used (Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals 2017). Electrolytes used in LIBs can catch fire when exposed to a spark at 36–45°C (flash point) (Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals 2017). In comparison, the flash point for electrolytes in SIBs is greater than 100°C (Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals 2017). This makes SIBs much safer for use in India, as the electrolyte temperature could exceed 50°C during operation, and the ambient temperature in India can also exceed 50°C.
SIBs perform better at extreme temperatures, particularly in sub-zero conditions, making them a good option for remote, high-altitude areas and defence applications. Due to the higher mobility of the sodium ion compared to the lithium ion in sub-zero temperatures, SIBs can operate at ambient temperatures as low as −40°C, whereas LIBs cannot operate efficiently below −20°C (CATL 2023; Zhao et al. 2023; Liu and Hua 2023; Reid 2023). This property makes SIBs suitable for niche applications, such as defence or deployment in cold, high-altitude regions.
Transportation and storage are simpler and safer for SIBs compared to LIBs. LIBs must be stored and transported with a 30 per cent state of charge (SOC) to prevent dissolution of the copper current collector (CC) in the electrolyte (Yu et al. 2023). In contrast, SIBs can be transported at 0 per cent SOC and 0 V, essentially as a ‘bag of electrolyte’ with no safety concerns, because the aluminium based CC does not react with sodium at low SOCs (Yu et al. 2023). The rate of catching fire during thermal runaway is directly dependent on the SOC of the battery (Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals 2017). Although LIBs are not very prone to thermal runaway at 30 per cent SOC, transporting and storing batteries at 0 per cent SOC is logistically simpler and eliminates the risk of fire hazards (Yu et al. 2023). This also reduces the costs of additional cooling and safety equipment required for transportation.
SIBs rely far less on CRMs, which makes the supply chain more resilient to geopolitical scenarios. As seen in Figure 2, some SIB chemistries require significantly fewer CRMs, and others can be entirely CRM-free. The minerals represented in colour in the bar chart correspond to CRMs as per the list created by the Ministry of Mines in 2023 (PIB 2023b). Most of the minerals used in conventional batteries are concentrated in Africa, Australia, and South America, where significant aspects of the mining, processing, and refining infrastructure are dominated by Chinese companies (Greitemeier et al. 2025; Benchmark Mineral Intelligence 2025; Ministry of Mines 2025). Reducing reliance on CRMs could reduce dependence on other countries for mineral ores and processing equipment.

Because of their characteristics, SIBs have emerged as a promising option in situations where safety is more critical than energy density. With continuous innovation expected to lower costs, SIBs have begun to play an increasingly significant role in grid-scale BESS and mobility applications–two markets central to the energy transition, along with defence, consumer electronics, and industrial equipment (Volta Foundation 2024). The following sections discuss three broad applications of SIBs: BESS, mobility, and niche areas.
Battery energy storage system
Grid-scale BESS is one of the most promising applications of SIBs (Marie 2024). Worldwide, over 80 per cent of BESS systems are based on LFP technology (IEA 2024a). However, adoption of SIBs in BESS applications is expected to grow steadily and SIBs could become a key technology in this space by the end of the decade (Wade 2024). Battery energy storage systems are essential for supporting grid stability and enabling load following and peak shaving alongside intermittent renewable energy sources. Cycle life and reliability are important for these applications, while energy density requirements are relatively low due to the larger space and simpler operating conditions. The Indian government has set an ambitious target for grid-scale BESS deployment, aiming for a cumulative installed capacity of 1,840 GWh by 2047 (GoI 2023). The Energy Storage Obligation (ESO) mandates that a percentage of electricity consumption should be sourced from renewable energy via energy storage (GoI 2023). It requires that, by fiscal year (FY) 2029–30, 4 per cent of total electricity consumption from renewable sources must come via energy storage, starting from 1 per cent in FY2023–24 (GoI 2023). Moreover, the advisory that all new solar projects must have at least two hours of co-located energy storage systems (ESS) opens up new opportunities for BESS (CEA 2025). According to the advisory, the capacity of ESS projects must be at least 10 per cent of the solar plant’s capacity (CEA 2025). The government has allocated viability gap funding (VGF) of INR 9,160 crore (USD 1 billion), covering up to 40 per cent of the capital costs for 43.2 GWh of BESS projects (PIB 2023a, 2025c). Additionally, ESS is included in the Reserve Bank of India’s (RBI’s) Harmonised List of Infrastructure (Department of Economic Affairs 2025).
SIBs can also be used for behind-the-meter storage in homes and commercial buildings. Upcoming applications include backup power supplies for data centres, industrial equipment, and construction machinery, which do not require batteries with very high energy density. Companies such as PowerCap and Komatsu are targeting such applications (PowerCap 2025; Ogawa 2024).
Mobility
Outside of India, Europe is seeing a steady growth in demand for premium electric motorcycles. However, Asia remains the largest market for electric two- and three-wheelers (2/3Ws) because they are affordable and ideal for daily commutes (Gupta et al. 2023). In 2023 alone, electric two-wheeler (E2W) sales in India grew by 40 per cent, while electric three-wheeler (E3W) sales surged by 30 per cent, with India overtaking China to become the world’s largest market for E3Ws (Gül et al. 2024). Rapid technological advances have also opened up opportunities for their use in niche applications within the broader EV ecosystem, such as in range extenders and micro-mobility devices (Gupta et al. 2023). In McKinsey’s Mobility Consumer Survey 2023, 86 per cent of respondents in India said they are more likely to purchase an E2W in the future (McKinsey and Company 2024). This rapid growth is also driven by strong policy support, including schemes such as the Faster Adoption and Manufacturing of Hybrid and Electric Vehicles (FAME),
Upcoming applications include backup power supplies for data centres, industrial equipment, and construction machinery, which do not require batteries with very high energy density.
FAME-II, the Electric Mobility Promotion Scheme (EMPS), and the PM Electric Drive Revolution in Innovative Vehicle Enhancement Scheme (PM E-DRIVE). The latest PM E-DRIVE scheme, applicable across India in both urban and rural areas until March 2026, also provides subsidies to over 28 lakh EVs, including 2/3Ws, trucks, ambulances, and buses (PIB 2025a).
Recent developments indicate promising prospects for SIBs in low-speed EVs, including electric 2/3Ws, with several Chinese manufacturers demonstrating this potential. Volkswagen-backed EV manufacturer JAC Motors has launched the Yiwei 3, which features a 25- kWh SIB pack and offers a range of 230 kilometres (Kang 2024). CATL announced that its first-generation SIBs would be used in Chery EV models (CATL 2023). Farasis launched its SIB-powered EV in 2024, which claims a range of 251 kilometres and an LO-based chemistry suitable for daily commutes and city travel (Farasis Energy 2024). Electric vehicles could unlock a significant market opportunity if SIBs can meet the performance criteria at scale. India, China, and ASEAN countries represent the largest markets for 2/3Ws globally, with India emerging as the second-largest E2W market (Gül et al. 2024).
Defence sector applications
Sodium-ion batteries could be used in niche applications in extreme temperatures and in sectors with a higher affinity for indigenously produced products, such as defence. Military applications would require advanced energy storage solutions that are reliable, made from widely available materials, and ideally domestically sourced, especially for applications such as communications, sensors, and weaponry. Military battery systems often operate under conditions in which performance and safety requirements can exceed commercial standards. Batteries must function in extreme temperatures; withstand bullets, high shocks, and vibrations; and remain ready for immediate use even after prolonged storage periods (Federal Consortium for Advanced Batteries 2021). In this context, SIBs’ wider operating temperature range and greater stability and safety during transportation constitute distinct advantages for operations in sub-zero temperatures (GlobalData 2023). In the defence sector, with the advent of guided weapon systems such as missiles and airlaunch bombs, fighter aircrafts, and miniaturised warfare systems such as unmanned aerial vehicles (UAVs) and drones, SIB technology will play a crucial role in supporting ground power, high-power propulsion, vehicle starter batteries, short-range drones, and ground systems for missiles (Iwan et al. 2025). Although SIBs can safely replace LIBs as a secondary battery, further investigation of their shelf life is required to assess their viability as reserve batteries. Moreover, while examining the limits of operability of SIBs under extreme temperature conditions (−40°C to +71°C), their performance needs to be studied under both the ‘pulse power’ and ‘continuous power’ modes, especially for missile and space applications, including satellite launching. If SIBs can perform well under both power modes, they would be a superior option to the other electrochemistries currently being used in the defence sector.
India’s defence manufacturing sector is rapidly emerging as a key element in the nation’s strategic and economic goals. Notably, 75 per cent of India’s defence capital procurement budget for FY 2023–24 was allocated to sourcing from domestic manufacturers (Invest India 2023). As the sector increasingly prioritises indigenisation and increases electrification, it could evolve into a valuable niche market for SIBs.
In the defence sector, SIBs will play a crucial role in ground power, high-power propulsion, vehicle starter batteries, short-range drones, and ground systems for missiles.
If securing demand is key to scaling up manufacturing and developing a competitive edge, creative thinking and design innovation are equally important for unlocking new applications and enhancing customer satisfaction. Emerging technologies, such as SIBs, must carve out distinctive niches by addressing real-world problems more intelligently, combining technical ingenuity with market relevance.
For instance, in October 2024, CATL introduced the Freevoy battery, capable of delivering a pure electric range exceeding 400 kilometres with 4C (full charging in 15 minutes) superfast charging (CATL 2024). Freevoy batteries incorporate CATL’s flagship hybrid battery architecture, which combines SIBs and LIBs in a defined ratio, improving low-temperature performance by 5 per cent (CATL 2024). The SIB serves as an SOC benchmark, enhancing system-control precision by 30 per cent and adding over 10 kilometres to the vehicle’s electric range (CATL 2024). A custom battery management system (BMS) further bridges the performance gaps between the two battery chemistries, optimising performance.
These batteries are currently being deployed in hybrid vehicles and range extenders, which are attracting
increased interest as they alleviate range anxiety and cost concerns among existing internal combustion engine and EV owners (CATL 2024). CATL’s Freevoy frees drivers from the constant need to charge, offering the convenience of a single charge to power an entire week’s commute (CATL 2024). By 2025, 30 hybrid vehicle models from brands including Geely, Chery, GAC, and Voyah, equipped with CATL’s Freevoy, are scheduled to be launched and delivered, marking a significant step forward in the commercialisation of SIBs in the global EV market (CATL 2024).
In 2025, CATL launched the Naxtra line of SIBs with an energy density of 175 Wh/kg, comparable to that of LFPs used in EVs (185 Wh/kg) (Dixit 2025). The Naxtra SIB can tolerate 10,000 charge–discharge cycles and provide a driving range of 500 kilometres (Dixit 2025).
On a laboratory scale, Fudan University in China has developed an anode-less SIB with an energy density of 203 Wh/kg—higher than that of many LFP batteries—and a cycle life of 900 (Ruan et al. 2025). Such advances demonstrate the potential of SIBs in existing markets through innovations aimed at improving the end-user experience.
All batteries have three core components–anode, cathode, and electrolyte–and their chemical composition determines key performance characteristics. Lithium-ion batteries contain lithium along with other elements in the cathode and, typically, graphite in the anode. Sodiumion batteries include an array of cathode types, with varying chemical compositions, and hard carbon in the anode, as shown in Table 2. There are three main types of cathode chemistries available for SIBs–Prussian blue analogues (PBAs), layered oxides (LOs), and polyanionic compounds (PACs) (Liu and Hua 2023). Prussian blue analogues are gaining traction in China and the US, whereas the EU and India are focusing more on LOs and PACs (CATL 2021; Murray 2024; KPIT 2023). Most key raw materials used in SIBs are abundantly and inexpensively available in India, and some are already produced in other industries.
| Prussian blue analogues (PBAs) |
Layered oxides (LOs) |
Polyanionic compounds (PACs) |
|
|---|---|---|---|
| Energy density (Wh/kg) | 175 | 160 | 160 |
| Cycle life (Number of complete charge and discharge cycles) | 2,000–10,000 | 2,000–6,000 | 8,000–10,000 |
| Companies commercialising this material | CATL and Altris AB | HIGEE, CATL, Faradion + Reliance, Transimage, Natrium, Weifang Energy, Veken, and HiNa Battery | KPIT + Trentar, Highstar, and Zoolnasm |
| Complementary industries in India | Pharmaceuticals, textiles, and food processing | Pharmaceuticals, paints, and chemicals | Fertilisers |
| Currently commercialised applications | BESS, telecom services, and EVs | EVs | Power tools, BESS |
| Limitations | Complex CAM and electrode manufacturing process | Low cycle life, high CRM content | Manufacturing equipment export bans; rely on CRM availability |
Source: Authors’ compilation from CATL (2021); Murray (2024); ACS (2017); Liu and Hua (2023); Xiang et al. (2015); Bauer et al. (2018); Sayahpour et al. (2022); KPIT (2023); Benchmark Mineral Intelligence (2024); HiNa Battery Technology Co. (n.d.).
Note: battery energy storage systems (BESS), electric vehicles (EVs), critical minerals (CRM).
Furthermore, a major portion of the manufacturing process for SIBs is similar to that of LIBs (Tapia-Ruiz et al. 2021; CATL 2021; Abraham 2020). Figure 3 shows the schematic for SIB manufacturing and its similarities with LIB manufacturing. The chemical additives required for LIBs and SIBs are similar, and the downstream manufacturing processes are identical for both technologies. This suggests that upcoming LIB manufacturing units could readily adapt to SIBs.
Typically, the CAM, anode-active material (AAM), electrolyte, and CCs make up more than 50 per cent of the total battery value (Bauer et al. 2018; Ferraro and Tumminia 2024; Warrior et al. 2023).
At the time of writing, India’s plans for its battery sector focus on strengthening competitiveness in LIB and cell manufacturing–specifically, electrode coating, cell assembly, and battery-pack assembly. Given that these manufacturing processes are identical for LIBs and SIBs, battery materials manufacturing emerges as an immediate focus area for SIBs (CATL 2021; Abraham 2020). Component manufacturing presents itself as an untapped potential with high possibility for value addition. If material and component production can be scaled up simultaneously, it could create a significant opportunity to drive indigenisation of the battery value chain using SIB chemistry.
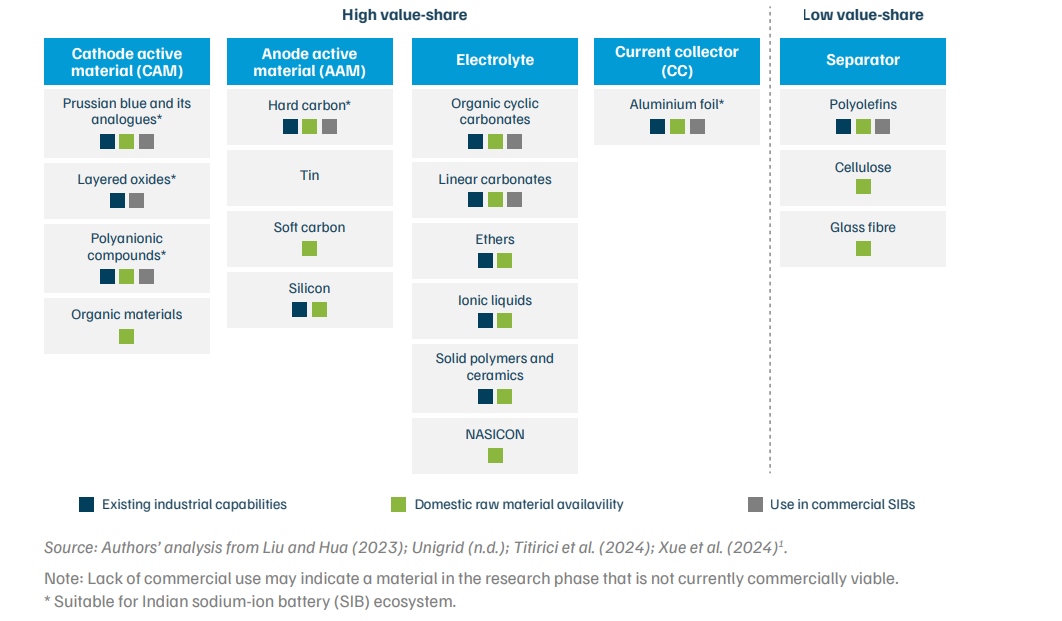
Complementary industries and local access to raw materials can accelerate the process of establishing component manufacturing by providing supply chain security, technical expertise, and efficient scaleup. Figure 4 shows the materials developed for the major components used in sodium-ion cells. These materials have been classified based on their use in commercial and lab-scale SIBs, domestic raw material availability, and the presence of domestic manufacturing capabilities.


A significant share of the materials used in commercial SIBs is already manufactured in India. When factoring in value-addition levels, material requirements for commercial SIBs, and the availability of raw materials or complementary industries, four materials appear most suitable for domestic manufacturing: PBAs, hard carbon, carbonate-based electrolytes, and aluminium foil. However, since most ongoing research and pipeline projects are related to LOs and PACs (Xu et al. 2023), this study investigates PBAs, LOs, PACs, hard carbon, carbonate-based electrolytes, and aluminium foil.
Cathode active material
Three types of CAMs, each with distinct properties, are available for SIBs commercially–PBAs, LOs, and PACs (Liu and Hua 2023). Variations in their chemistry result in changes in the C-rate, energy density, stability, and cycle life. The structure of LOs is similar to that of NMC cathode materials, while the structure of PACs is similar to that of LFP CAMs (Liu and Hua 2023; Delmas 2018; Scherzl et al. 2023; Xiang et al. 2015). The choice of a specific cathode chemistry will depend on its suitability for the end-use application, cost, performance, and raw material availability and manufacturability of the CAM (Figure 5). Given the rapid advances in SIB chemistry, investing in R&D on battery materials becomes vital.
Prussian blue analogues have the potential to be completely free of CRMs and are already manufactured in India for the textile and pharmaceutical industries. They are being commercialised in China by CATL (CATL 2021). However, their manufacturing requirements could pose some issues while scaling up CAM manufacturing (Ge et al. 2024). Meanwhile, Indian research organisations are focusing intensive research efforts on LOs despite their reliance on CRMs. They have also been selected for more than 70 per cent of SIB pipeline projects worldwide (Xu et al. 2023).

This could be due to similarities in their synthesis process with NMC materials (Liu and Hua 2023; Xiang et al. 2015; Gruar and Kendrick 2017). Like PBAs, PACs also have the potential to be free of CRMs. However, the chemistries being commercialised currently in India and the EU depend on vanadium (Liu and Hua 2023).
The two primary production processes used to manufacture CAMs are solvent-based reactions and solid-state reactions. Solvent-based production methods mostly use co-precipitation (Gayara et al. 2023; Xi and Lu 2021; Liu et al. 2023), whereas solid-state methods use ball milling (Cheng et al. 2024; Luo et al. 2022). The products obtained through both methods undergo heat treatment and refining. The choice of synthesis method could impact CAM quality, quantity, and overall CAPEX (Rodriguez et al. 2022).
Co-precipitation produces a uniform CAM structure. However, the yield quantity is limited, and the product has more impurities (Park et al. 2022). Ball milling gives a higher product yield with fewer impurities, but the particles produced may not be uniform in size (Cheng et al. 2024). Since co-precipitation involves fluid handling, the required equipment is more complex and expensive than that for ball milling (Park et al. 2022). Additionally, the furnaces required for heat treatment of the CAM incur high CAPEX and energy costs (Ahmed et al. 2017). The sol-gel method is being developed for producing LOs and PACs (Gayara et al. 2023). It has proven to be more efficient than co-precipitation methods in laboratory settings and could offer higher efficiency at a commercial scale (Gayara et al. 2023). Variations in the sol-gel process, such as microwave sintering or additional hydrothermal calcination, could improve process efficiency (Gayara et al. 2023). However, the CAM material formed through these pathways could have lower purity (Gayara et al. 2023; Ge et al. 2023).
Prussian blue analogues
Prussian blue analogues are metal cyanide salts with the general formula Na4M[Fe(CN)6], where ‘M’ represents a metal atom (Liu and Hua 2023; Xi and Lu 2021). They have a lattice (mesh-like) structure, and their physical and chemical properties depend on the metal in the salt (Liu and Hua 2023). They are non-toxic and chemically stable and are used in the textile industry, the paint industry for dyeing, and the pharmaceutical industry as a treatment for radioactive poisoning (ACS 2017). They are broadly classified into two categories. The first category includes materials that contain zinc, nickel, and copper in the metal sites. They exhibit good cycle life; however, their capacity is low (Xi and Lu 2021). Materials in the second category contain iron, manganese, and cobalt and exhibit high theoretical capacity (Xi and Lu 2021). The performance of PBAs is highly sensitive to the water content in the lattice (Ge et al. 2024). The presence of water helps stabilise the structure of PBAs, but excessive water decreases their capacity (Ge et al. 2024). Therefore, humidity and water content across the entire CAM synthesis plant, cell manufacturing plant, and storage area must be strictly controlled to maintain high quality and performance.
Prussian blue analogues can be synthesised either by co-precipitation in a reactor or by a solid-state reaction in a ball mill (Cheng et al. 2024; Xi and Lu 2021; Chiang 2019). Figure 6 shows the co-precipitation reaction and further processes involved in producing Prussian white. Aqueous solutions of sodium ferrocyanide (Na4 [Fe(CN)6 ]) or potassium ferrocyanide (K4 [Fe(CN)6 ]), a salt of the required transition metal in the CAM such as manganese chloride (MnCl2 ·4H2 O), and sodium or potassium salt are fed into a reactor for co-precipitation (Shuangyu et al. 2024; Xi and Lu 2021). After the coprecipitation reaction, more sodium or potassium salt is added to saturate the mixture, and it is treated at high temperatures to facilitate the formation of larger precipitate particles (Shuangyu et al. 2024; Xi and Lu 2021). If potassium ferrocyanide was used in the process, the obtained precipitate is dissolved in an organic solvent, after which a suitable sodium salt is added to convert the potassium compound to a sodium compound (Shuangyu et al. 2024). The white sodiumbased complex is then separated from the solution via centrifugation (Xi and Lu 2021). The Prussian white is then obtained and further washed with ethanol and deionised water (Xi and Lu 2021). Finally, it is dried and calcined (heated) at high temperatures to remove excess water and volatile impurities (Xi and Lu 2021).
The food processing industry can provide raw materials for manufacturing PBAs, as sodium ferrocyanide and potassium ferrocyanide are used in table salt and other processed foods as anti-caking agents (Gupta et al. 2015).
Commercially, Prussian blue is synthesised through a co-precipitation reaction in a reactor. However, solidstate reactions using ball-milling techniques are being developed to produce higher-quality Prussian blue with low water content, as shown in Figure 7 (Chiang 2019; Cheng et al. 2024). In this method, hydrated sodium ferrocyanide and hydrated ferrous oxalate (FeC2O4.2H2O) are fed into a zirconia ball mill, where the mixture is processed to produce Prussian blue and sodium oxalate (Cheng et al. 2024). The products obtained are first fed into a centrifuge with deionised water, followed by anhydrous ethanol to separate the insoluble Prussian blue from sodium oxalate (Luo et al. 2022). The centrifugation step is repeated multiple times to increase the yield (Luo et al. 2022). The washed Prussian blue is dried in a vacuum oven to remove excess water and impurities (Luo et al. 2022). Ferrous oxalate can be replaced with a mixture of ferrous sulphate and oxalic acid, or with ferrous acetate (Luo et al. 2022).


Layered oxides
These are sodium-embedded metal oxides that form the basis of most pipeline SIB projects (Xu et al. 2023). The precursor materials for the sodium content can be its oxides, carbonates, borates, acetates, oxalates, hydroxides, oxyhydroxides, nitrates, sulphates, phosphates, silicates, arsenides, or cyanides of alkali metals and alkali earth metals (Gruar and Kendrick 2017). Precursors for the transition metals include oxides, carbonates, sulphates, acetates, nitrates, oxalates, hydroxides, oxyhydroxides, phosphates, silicates, and arsenides (Gruar and Kendrick 2017). These transition metal precursors are used in various industries, including polymer, pharmaceutical, chemical, textile, and agricultural, as catalysts (Cotton 2025).
The precursors are mixed in suitable quantities until a homogeneous mixture is obtained, as shown in Figure 8 (Gruar and Kendrick 2017; Barker and Heap 2019). The mixing can be done in a ball mill as a dry process, or the precursors can be dispersed in suitable organic solvents–such as ethanol, methanol, isopropyl alcohol, hexanol, ether, acetonitrile, or ethylene glycol (Gruar and Kendrick 2017). When solvents are used, the mixture is dried, and the obtained powder is either pressed into pellets or kept free-flowing (Gruar and Kendrick 2017; Barker and Heap 2019). The pellets/powder are then roasted/calcined (heated in a furnace) to obtain the required compound (Gruar and Kendrick 2017; Barker and Heap 2019). The heat treatment can be done in a tube furnace in stagnant air, in a flowing inert gas, or in a chamber furnace (Gruar and Kendrick 2017). The heating may be done in two steps, with the first heat treatment at a lower temperature and the second at a higher temperature (Gruar and Kendrick 2017). The obtained oxide is then cooled by either quenching (cooling by submerging the material in a liquid), annealing (leaving the material in the turned-off furnace), or normalising (cooling the material in air) and then ground into a fine powder (Gruar and Kendrick 2017). At each step, the process duration and temperature affect the final structure and properties of the LO formed (Gruar and Kendrick 2017; Barker and Heap 2019). Unlike PBAs, LOs are not affected by humidity, making the drying process simpler and less costly.

Polyanionic compounds
The most used PAC for SIBs is sodium vanadium fluorophosphate (NVPF) (Na3V2(PO4)2F3). The synthesis of NVPF, as shown in Figure 9, involves the thermal reduction (heat treatment) of vanadium pentoxide (V2O5) with a phosphate source, preferably dihydrogen ammonium phosphate (H2(NH4)PO4), and hydrogen gas or a mix of hydrogen and an inert gas to prepare vanadium phosphate (VPO4) (Hall et al. 2017). Conventionally, this step was carried out using carbon black instead of hydrogen, which increased the requirement for rammers and compressors. Therefore, new methods using hydrogen as a reducing agent were developed (Hall et al. 2017). The vanadium phosphate is then calcined (heated in a furnace) at a high temperature in an inert atmosphere with sodium fluoride (NaF) and an oxygenated hydrocarbon, such as glucose, sucrose, fructose, or cellulose, to produce NVPF (Hall et al. 2017). The NVPF produced must be normalised (air-cooled), and then washed and dried to remove impurities and excess moisture (Hall et al. 2017). Compounds similar to PACs are already manufactured by the fertiliser industry.7 China leveraged the overlaps between the fertiliser industry and LFP CAM to drive its LIB industry.

Anode active material
Graphite cannot be used in anodes for SIBs as the sodium ions cannot fit properly into the graphite interlayers (Liu and Hua 2023). As a result, organic materials such as hard carbon and soft carbon, inorganic materials such as tin and silicon, and cell configurations using similar cathode and anode materials have been developed (Liu and Hua 2023). Among these, hard carbon is the most popular material for commercially produced SIBs (Liu and Hua 2023).
Hard carbon
The hard carbon anode for SIBs can be manufactured from waste streams from various industries, including biomass, agricultural waste, polymers, and petrochemicals (Liu and Hua 2023; Wu et al. 2024). This wide and varying availability of raw materials makes the hard carbon supply chain resilient to fluctuations in precursor availability but susceptible to quality inconsistencies resulting from variations in precursor composition.
Traditional hard carbon is produced at scale through carbonisation (Wu et al. 2024), as shown in Figure 10. The selected precursor material is pulverised to obtain even-sized particles, enabling uniform and efficient carbonisation (Wu et al. 2024). This is followed by purification with various solvents to remove impurities, which reduces capacity and cycle life, and drying to remove solvent residue and moisture (Wu et al. 2024). The dried precursor is mixed with water and subjected to hydrothermal carbonisation (HTC) as a pre-carbonisation treatment (Titirici et al. 2024; Wu et al. 2024). This produces a carbonised slurry which must be filtered and dried to remove the excess moisture (Titirici et al. 2024). Subsequently, a secondary hightemperature carbonisation treatment is performed (Wu et al. 2024). During carbonisation, the material is heated to high temperatures in an inert atmosphere to convert the particles to hard carbon (Wu et al. 2024). The temperature and duration of the carbonisation process depend on the type of raw material selected (Wu et al. 2024). Two separate furnaces are used for the precarbonisation and secondary carbonisation processes, which helps extend the lifespan of the secondary carbonisation furnace (Wu et al. 2024).

Hard carbon manufacturers must balance the viability of production techniques with a stable supply of raw materials, both in terms of quantity and quality. The commercially viable raw materials for hard carbon include biomass such as sucrose, glucose, bamboo, lignin, coconut shells, and argan shells; polymers such as phenolic resins; and pitch-based materials, that is, polymer-like material obtained from coal, petroleum, or plants (Wu et al. 2024; Dahbi et al. 2017). Biomassbased precursors can be carbonised to produce highquality hard carbon in a single step, simplifying the overall synthesis process (Wu et al. 2024). However, ensuring quality control and a long-term stable supply for biomass feedstock is difficult (Wu et al. 2024). In contrast, pitch-based precursors have a stable supply chain but are difficult to carbonise, with the hard carbon produced also having poor electrochemical performance (Wu et al. 2024). Generally, the carbonisation temperatures range from 700–900°C for biomass to 1,100–1,300°C for synthetic materials (Titirici et al. 2024; Wu et al. 2024). Hard carbon can also be used in saltwater desalination and water purification. It is also being explored as the anode in LIBs, increasing the available market opportunity (Saju et al. 2024; Rajan and Indira 2022).
Electrolyte
The conventional electrolyte for SIBs consists of a sodium salt dissolved in an organic solvent (Liu and Hua 2023). The salt is generally sodium hexafluorophosphate (NaPF6), which is similar to lithium hexafluorophosphate (LiPF6) used in LIBs (Liu and Hua 2023). NaPF6 is used as a raw material in the manufacture of organic compounds in the pharmaceutical industry. It is also used as a catalyst in some reactions. NaPF6 can be synthesised using a wet reaction in a non-aqueous solvent, a solidstate reaction, or a gaseous reaction (Lekgoathi and Roux 2015). Wet processing results in a high impurity content in the final product, whereas dry processing yields a low final product due to incomplete reaction (Lekgoathi and Roux 2015). The yield from gaseous synthesis is high in purity but is very capital-intensive and requires complex techniques (Lekgoathi and Roux 2015). Conventional industrial-scale methods involve the reaction of phosphorus pentachloride (PCl5) and sodium chloride (NaCl) with liquid hydrogen fluoride (HF) or a reaction of phosphorus pentafluoride (PF5) and NaF in the presence of dry HF (Ould et al. 2021).
The solvent used is generally propylene carbonate (PC) or a mixture of ethylene carbonate (EC) and diethyl carbonate (DEC) (Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals 2017; Senthilkumaran et al. 2025; Liu and Hua 2023). Lithium-ion batteries generally use a mixture of EC with dimethyl carbonate (DMC) as the solvent in their electrolytes (Liu and Hua 2023; Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals 2017). PC is considered to be the safest solvent and is therefore heavily used in industry for cleaning and degreasing (Alder et al. 2016). It is also used in the paints, pharmaceuticals, cosmetics, textiles, and agrochemicals industries (Alder et al. 2016).
Ethers and room-temperature ionic liquids are being explored as potential liquid electrolytes, and solid polymers, ceramics, and sodium superionic conductor (NASICON) materials are being examined as solidstate electrolytes for SIBs (Liu and Hua 2023). The performance and lifespan of the cell are heavily influenced by the concentration of impurities and the degradation mechanism of the electrolyte (Xiao et al. 2025). These adverse effects can be mitigated by using specific additives in the electrolyte.
Aluminium current collector
Aluminium foil is widely used for packaging to transport and store various products: pharmaceuticals, bulk quantities of tea and coffee, ready-to-eat meals, bakery products, frozen meat and fish, milk bottle caps, wine, machine oil and grease, powdered milk, confectionery, biscuits, chocolates, photographic film, gift wraps, household wraps, butter and margarine, and cigarettes (GoI 1989). Thus, it is readily available. Also, unlike lithium ions, sodium ions do not react with aluminium CCs at the anode (Liu and Hua 2023). Therefore, SIBs use aluminium foil CCs for both the electrodes, decreasing cost and weight (Liu and Hua 2023; Committee of Experts on the Transport of Dangerous Goods and on the Globally Harmonized System of Classification and Labelling of Chemicals 2017). Current collectors are made from 1000-series aluminium with a minimum purity of 99 per cent (Bizot et al. 2021). Their manufacturing process comprises three main phases: rolling, surface cleaning via etching, and conductive carbon coating.
The manufacturing process is outlined in Figure 11. Molten aluminium is used to form ingots, which are then hot-rolled to produce aluminium sheets 2–4 mm thick (European Aluminium Foil Association 2025). Alternatively, continuous casting can be used to directly produce sheets of similar thickness (European Aluminium Foil Association 2025). Continuous casting prevents cracks and porosity defects caused by localised shrinkage, yielding a good surface finish (Gardner 1960). It also consumes less energy, reduces emissions, improves yield, and reduces capital inputs by eliminating the need for reheating furnaces, soaking pits, and primary hot-rolling mills (Gardner 1960).
Electroforming is also being explored as a method for manufacturing aluminium foil because it can produce foils with specific microstructures (Scherzl et al. 2023). Structured CC foils can increase the active surface area and decrease diffusion pathways for the ions (Scherzl et al. 2023). This increases the cell’s energy density and power (Scherzl et al. 2023). The electroforming process is precise to the micron and consumes less energy than roll forming (SPC n.d.). However, commercial uptake has been limited due to high equipment costs, the long duration of the forming process, machining requirements to remove surface inaccuracies, and the need for skilled labour (Mechanical-Engineering.com 2019).
The hot-rolled aluminium sheets are cold-rolled to produce CC foils with a thickness of at most 20 microns (Busson et al. 2018; Bizot et al. 2021). In comparison, food-grade aluminium foil is 11–18 microns thick (Kerry 2012; US Packaging and Wrapping LLC n.d.). The aluminium sheets are coated with oil to prevent overheating due to rolling friction, foil sticking to the rollers, and roller degradation from wear (Ulrich et al. 2016). Upon exposure to air, a layer of aluminium oxide (Al2O3) forms on the aluminium sheets, significantly decreasing the conductivity of the electrodes (Sato 2010). To degrease the sheets, coils of rolled foil are thermally treated, which softens the foil and causes metal recrystallisation. This decreases its mechanical strength and thickens the aluminium oxide layer (Ulrich et al. 2016).
The oxide layer must be removed to prevent performance degradation in the cells. Etching is used to remove oxides and other surface impurities, and the foil is coated with a conductive carbon layer using vapour deposition (Sato 2010). The etching process can be dry or wet, depending on the required properties of the aluminium foil (Sato 2010). Dry etching utilises plasma, whereas wet etching uses chemicals or electrolytes (Iida et al. 1981). The former requires complex and expensive equipment and generates gaseous waste that may be toxic and must be treated before it can be emitted (Cadence PCB Solutions n.d.). Wet etching, conversely, requires less sophisticated equipment, such as immersion baths and tanks, but produces corrosive liquid waste that requires proper treatment before disposal (Cadence PCB Solutions n.d.). From an industrial process perspective, dry etching is highly uniform but has a high probability of damaging the surfaces of thin metal sheets and a lower throughput (Cadence PCB Solutions n.d.). Although wet etching is less uniform due to variations in fluid dynamics, it is less likely to damage the surfaces of thin foils and offers a very high throughput, which makes scale-up easier (Cadence PCB Solutions n.d.).
The vapour deposition process used for the conductive carbon coating has its own challenges, according to Sato (2010). It can create wrinkles in the aluminium sheet due to compressive stresses in the carbon coating, which cause defects in the CAM coating process. However, the recesses created on the foil surface by wet etching make the surface of the foil uneven. This creates a non-uniform, non-continuous layer of carbon coating on the foil, which prevents the formation of sites with compressive stresses that cause wrinkles in the foil. The carbon coating can be done using arc ion physical vapour deposition, sputtering, or plasma chemical vapour deposition, although the conductivity of the deposited coating is the highest for arc ion plating. Figure 11 shows the CC manufacturing process.

Sodium-ion battery start-ups will face stiff competition from incumbent battery technologies as they reach commercial scale. Besides the technological status quo, the LIB supply chain benefits from several factors: mature supply chains, vertically integrated companies, conducive financial offerings such as warranties and payment schemes, and market reputation. Besides proving their technical feasibility, SIBs must also gain market acceptance by challenging the competitive advantages that favour LIBs. Achieving technoeconomic competitiveness will depend on positioning SIBs strategically, leveraging both technical and nontechnical advantages for consumers, manufacturers, and policymakers.
Cost remains a key factor in competitiveness. Although SIBs reached higher technology readiness levels (TRLs) earlier than LIBs, the subsequent decline in lithium prices shifted research and commercial interest back towards LIBs (Liu and Hua 2023). The lithium price surge in 2022 accelerated efforts towards SIB industrialisation, but by 2023, global lithium mining capacity had increased in response to higher prices, with supply eventually outpacing demand (Innes 2024). As mineral prices can be highly volatile–shaped by geo-economic responses, evolving demand, and resource discoveries– the role of external price advantages in accelerating commercialisation may be short-lived.
The competitiveness of SIBs is attributed to intrinsically low balance of material (BOM) costs, but this alone may not be sufficient for successful commercialisation. Sodium-ion battery manufacturers in India will also compete with Chinese SIB manufacturers, which have years of experience in battery technologies, a well-established reputation, significant R&D capacity, and mature supply chains for all components. Hence, achieving techno-economic competitiveness will depend not only on technological breakthroughs but also on the ability to scale production quickly and cost-effectively. Some focus areas can help accelerate this, as discussed alongside.
Improving cost-competitiveness by increasing energy density: Energy density is the primary technical disadvantage for SIBs. An assessment of SIBs’ competitiveness against existing LIBs, simulated across 6,000 technology development scenarios, including supply chain, market penetration, and learning rates, showed that it will be essential to follow technology development pathways that maximise energy density to reduce costs (Yao et al. 2025). For a fixed cell or pack price, a lower energy density would increase the cost per watt-hour of the battery. Increasing the active material packing density or improving its characteristics can help increase the energy density (Yao et al. 2025). Similarly, innovations in cell-to-pack configurations, insulating materials, and electrolytes can reduce the overall volume and weight, improving both volumetric and gravimetric energy density.
Timing market introduction: Building a new battery technology is a multi-year investment that necessitates careful anticipation of market trends. Many battery start-ups have struggled to achieve commercial scale, partly because they failed to anticipate or adapt to evolving battery chemistry performance and end-uses. For instance, Northvolt–formerly one of Europe’s bestfunded ventures working across the battery value chain– missed the growing shift towards LFP batteries in EVs outside Europe. Another notable shutdown was Bedrock Materials, a US-based company working on SIBs, which closed its project recently due to fierce competition from plummeting LIB costs. Therefore, market forces and policies that could create strategic openings for SIBs to establish a foothold must be monitored closely. These might include supply chain or policy disruptions, which create a space for alternatives, such as Chinese export controls on materials, components, and production equipment, or localisation or technology diversification incentives in deployment.
Achieving techno-economic competitiveness will depend on positioning SIBs strategically, leveraging both technical and non-technical advantages.
Designing for value: Manufacturers must adopt a ‘designing for value’ vision that prioritises the end user’s experience, along with technical performance. Key attributes that could accelerate market adoption include fast charging and discharging, reliable all-weather operation, and simpler storage and transportation. Focusing on leveraging a performance niche or sector, such as the low-temperature requirements in the defence India’s immediate priority should be to focus research on technical bottlenecks related to materials, manufacturing, battery design, synthesis process optimisation, and supply chain constraints, and to establish technological proof of concept for highperforming SIBs at laboratory scale. sector, could help. Alternatively, showing how the total cost of ownership (TCO) of EVs or the levelised cost of storage (LCOS) can be reduced through systemlevel advantages, such as higher cycle life, could also support market entry. In India, battery applications have historically faced safety issues, which could be attributed to testing and certification standards that fail to account for extreme temperatures or mechanical abuse.8 Addressing these concerns will be vital, as safety considerations will significantly influence infrastructure investment decisions and the overall cost-effectiveness of energy storage solutions.
A strategic roadmap for SIB development in India can provide a clear vision for the future by tracing long- and medium-term milestones back to short-term innovations. This helps to create a shared understanding among industry, academia, and government stakeholders by building consensus on technology innovation plans. The process could unfold across three stages, with increasing focus on indigenisation:
Stage 1: Research, patenting, and jointly scaling up existing technology
India’s immediate priority should be to focus research on technical bottlenecks related to materials, manufacturing, battery design, synthesis process optimisation, and supply chain constraints, and to establish technological proof of concept for highperforming SIBs at laboratory scale. Research on PBAs could aim to improve their energy storage capacity, optimising processes to reduce energy and water requirements, and increase process throughput. For LOs, focus areas might include decreasing the CRM content while improving the stability and cycle life. Polyanionic compounds mainly face challenges related to storage capacity and CRM requirements, which could be addressed through development of new PAC materials. Research and development for the anode should address the low capacity and inconsistency in the raw material of hard carbon and the viability of repurposing graphite from LIBs. They could also investigate electrode coatings, which ensure a stable solid electrolyte interface (SEI) and raise the threshold temperature for thermal runaway (Lin et al. 2025). For electrolytes, R&D could focus on solid materials, purity assessment throughout the cell life cycle, additives to increase cell life, product safety, and thermal stability under extreme temperatures (−40°C to +71°C) for defence applications.
Apart from the conventional areas of battery materials development, other avenues of cell development, such as improving performance with new cell formats and configurations, can be explored in parallel. Table 3 highlights some critical R&D areas related to cell and battery configuration that are essential for keeping pace with the rapid developments occurring globally and in China.
India’s immediate priority should be to focus research on technical bottlenecks related to materials, manufacturing, battery design, synthesis process optimisation, and supply chain constraints, and to establish technological proof of concept for highperforming SIBs at laboratory scale.
| Direction for future innovation | Expected advantages | Areas of improvement |
|---|---|---|
| Hybrid batteries with sodium-ion and lithium-ion technology | • Improved performance in wider temperature range • Faster charging • Higher power density |
BMS configuration |
| Solid-state chemistries | • Better safety | • Lower C-rate due to restricted ion mobility • Complicated manufacturing due to SEI issues |
| Anode-less chemistries | • Higher energy density than L-NMC chemistries • Lower cost • Simplified manufacturing • Simplified supply chains |
• Poor cycle life • Formation of hotspots • High volume changes during operation |
At the same time, India can be an attractive scale-up destination for Western-validated technologies due to the low manufacturing costs and large potential demand. Partnerships between local large-scale manufacturers and foreign companies with established SIB technology can accelerate industrial adoption by leveraging existing global knowledge capital, understanding supply chains and workforce development, and testing deployment potential across domestic use cases.
Stage 2: Prototyping, pilot projects, and standardisation
The next phase should emphasise indigenisation and supply chain development. Laying the foundation for domestically manufacturing materials, this phase will include advancing research to higher TRLs through pilot projects. With the aim of initiating first-of-a-kind domestic manufacturing of CAMs, AAMs, and CCs, this stage will demand a collaborative, ecosystem-driven approach. Industry–academia initiatives with bidirectional feedback and financial support for start-ups and national laboratories, via government research grants and private investment, will be crucial for pilot-scale initiatives.
National laboratories under CSIR, the International Advanced Research Centre for Powder Metallurgy and New Materials (ARCI), and the Centre for Materials for Electronics Technology (CMET) will play a crucial role in advancing academic research from TRLs 3–6.
Indigenous equipment development, leveraging complementary industries, could begin at this stage, enhancing supply chain resilience by reducing dependence on Chinese equipment suppliers and avoiding trade delays. Simultaneously, establishing procedures and standards for material handling, cell testing, and battery performance will be essential for manufacturing high-quality SIBs.
Downstream players will be needed to signal demand for SIB materials, making it important to align with the rapid growth of cell manufacturing in India. According to the announced plans, India is expected to have cell manufacturing capacity exceeding 150 GWh by the end of 2030.
Stage 3: Commercialisation and scale-up
The final stage should focus on promoting the commercial uptake of domestically manufactured SIB materials and achieving scale, cost-competitiveness, and commercial lift-off. At this point, there is a transition from first-of-a-kind to nth-of-a-kind manufacturing, and financially critical CAPEX decisions on scaling equipment, materials, and plants are made. To minimise the investment risk, especially in the face of cheaper Chinese alternatives, supportive offtake mandates and protective trade regulations could act as catalysts.
Improving bankability will enable the technology to be perceived as de-risked, facilitating increased capital flows into the ecosystem and supporting both scale and heightened private sector demand. Finally, commercialisation can be accelerated by integrating innovative equipment with higher throughput and better yield, increasing automation, and optimising shop-floor design to maximise efficiency and ensure workforce readiness.
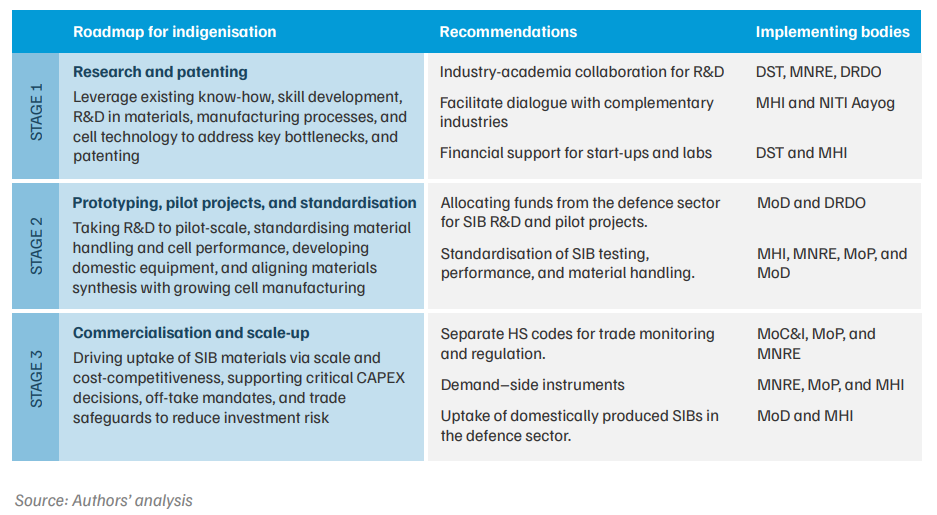
SIB manufacturing presents an opportunity to accelerate the indigenisation of the energy and transport value chain. This will require dedicated efforts, which can be accelerated by establishing an institutional body Improving bankability will enable the technology to be perceived as de-risked, facilitating increased capital flows into the ecosystem and supporting both scale and heightened private sector demand. Finally, commercialisation can be accelerated by integrating innovative equipment with higher throughput and better yield, increasing automation, and optimising shop-floor design to maximise efficiency and ensure workforce readiness. to lead these initiatives. In Table 4, we suggest action points for the various ministries responsible for R&D, manufacturing, and battery offtake.
| Roadmap for indigenisation | Recommendations | Implementing bodies |
|---|---|---|
|
STAGE 1
Research and patenting
Leverage existing know-how, skill development, R&D in materials, manufacturing processes, and cell technology to address key bottlenecks, and patenting |
|
DST, MNRE, DRDO MHI and NITI Aayog DST and MHI |
|
STAGE 2
Prototyping, pilot projects, and standardisation
Taking R&D to pilot-scale, standardising material handling and cell performance, developing domestic equipment, and aligning materials synthesis with growing cell manufacturing |
|
MoD and DRDO MHI, MNRE, MoP, and MoD |
|
STAGE 3
Commercialisation and scale-up
Driving uptake of SIB materials via scale and cost-competitiveness, supporting critical CAPEX decisions, off-take mandates, and trade safeguards to reduce investment risk |
|
MoC&I, MoP, and MNRE MNRE, MoP, and MHI MoD and MHI |
Source: Authors' analysis
• Joint programmes for targeted R&D: Globally, the majority of SIB projects revolve around LOs due to their superior performance and similarities with NMC. However, the benefits offered by PBAs and PACs in terms of supply chain resilience and cost remain untapped. In India, industry has typically prioritised mature, technologically validated tools to scale up. Since R&D in the corporate sector remains insufficient, industry–academia collaboration should be facilitated to identify new and promising areas. Additionally, grants and project funding can be offered for joint projects through models similar to the Mission for Advancements in High Impact Areas (MAHA) grant scheme provided by ANRF under the EV mission, the Technology Translation Award (TETRA), and SERB programmes such as Impacting Research Innovation and Technology–II (IMPRINT-II) and the Fund for Industrial Research Engagement (FIRE) (SERB 2025). Such initiatives would enable academia to undertake industry-relevant projects and address funding and space constraints for project demonstrations.
• Facilitate dialogue with complementary industries: Manufacturing experience and knowledge support from complementary industries, such as pharmaceuticals, food processing, textiles, and fertilisers, can be leveraged to establish and scale up component manufacturing for SIBs. A task force should be set up to coordinate inter-ministerial efforts and establish connections across complementary sectors. It would also serve as a liaison with relevant companies to provide the necessary support by utilising the existing manufacturing base.
• Standardisation of SIB testing, performance, and handling requirements: The end-uses for SIBs can involve various industries, such as EVs, consumer electronics, BESS, and behind-the-meter storage. Ministries should collaborate with the battery manufacturers and offtakers to develop testing procedures tailored to diverse performance parameters, temperature thresholds, and life-cycle requirements, in consultation with the relevant line ministries. Establishing clear minimum performance standards for SIBs would enable quality control and improve the assessment of available SIB chemistries. Additionally, safety guidelines should be in place for cell and battery testing and for handling materials and components throughout the supply chain. This would reduce the risk of injuries among working personnel and damage to batteries (Xiao et al. 2025).
• Financial support for small innovators and manufacturers: Most of the innovation in the SIB sector originates from academic institutions and small manufacturers, who often find it challenging to scale up due to financial constraints. Table 5 outlines how governments in the US, EU, and UK allocate funding to small innovators and start-ups. In contrast, R&D funding in India is primarily allocated to academic institutions, with a cap on equipment expenditure. Therefore, more support could be provided to small manufacturers and innovators for pilot and megawatt-hour-scale projects through grant capital, concessional loans, and other mechanisms. A significant share of this could be earmarked for cell and battery manufacturing equipment, which accounts for a large share of the associated CAPEX.
| Region | Funding provider | Total value of grants | Fund recipient | Focus areas |
|---|---|---|---|---|
| US | Federal government State government |
USD 168.6 million | National labs Universities Start-ups |
Technology maturation, pilot system development, design for manufacturability, fabrication and installation, operational testing and validation, commercial-scale system design and supply chain growth Processes and machines for SIBs and smart manufacturing platforms for battery production using tools such as AI Increasing the energy density of SIBs to LFP levels |
| EU | EU Commission Member states government Industry |
EUR 948.41 million | National labs Universities Start-ups |
Battery cathode, anode electrolyte material development Commercial viability of SIBs Industrial-scale SIB technology Battery research and innovation, sustainability, and securing EU supply chains for raw materials |
| UK | UK government | GBP 1.45 million | Start-ups |
Optimisation of manufacturing processes Development of cost-effective solid-state SIBs and establishing automated solid-state electrolyte manufacturing lines at pilot-scale plants |
| India | Central government | INR 3.64 crore | National labs Universities |
Development of novel cathode, anode, and electrolyte materials for SIBs |
The public sector has historically played an entrepreneurial role in innovation in strategic areas, and the defence sector, in particular, has a proven track record of incubating transformative technologies. For instance, the Internet emerged from efforts by the US Defense Advanced Research Projects Agency (DARPA) to create a resilient communications network, ARPANET, during the Cold War (US DARPA n.d.). The US Department of Energy (DoE) explored SIBs for grid-scale ESS under the ARPA-E programme, which was modelled on DARPA. The projects affiliated with this programme aimed to improve the performance, cost, and safety of solid-state SIBs, making them viable for large-scale ESS deployment (US Government 2025). With focused government support, SIB technology in India could similarly evolve into a mainstream, marketable solution, strengthening the country’s energy security and industrial resilience.
1. Allocating R&D funds from the defence sector for SIB development: The performance and safety characteristics of SIBs are well-suited for defence applications, which may require extreme-weather operation, high-power applications, and fast charging rates.9 Since the defence sector stands to benefit from this technology, it could be encouraged to provide resources and incentives to accelerate the development of advanced SIBs.
2. Prioritising the uptake of domestically produced SIBs in defence: The Department of Defence Production (DDP) and the Department of Military Affairs (DMA) maintain positive indigenisation lists (PILs), which restrict procurement to domestically produced components after a fixed timeline. Incorporating SIBs into future iterations of these lists could create guaranteed demand and incentivise domestic production (PIB 2025b). Additionally, the MAKE programme can be leveraged for supply-side support. This initiative mandates a minimum level of indigenous content and supports governmentand industry-funded technology transfer projects. Securing a place for SIBs in this programme would enhance SIB development and supply chain selfreliance.
India can introduce procurement criteria based on the percentage of indigenised value or advanced chemistry content. Demand-side instruments, such as grid-scale project tenders, indigenisation targets, or incentives tied to reduced CRM content, could encourage the adoption of home-grown solutions.
While R&D and the defence sector can contribute to technological improvements and enable initial offtake, creating demand in prominent applications–such as EVs and BESS–will be necessary to generate a secure market for SIBs. We recommend reserving a proportion of gridscale BESS deployment targets for domestic cells and batteries. This can be facilitated by the Ministry of Power (MoP) and the Ministry of New and Renewable Energy (MNRE) and would help generate domestic demand. In the initial phase, this demand can be met with imported cells and batteries until Indian manufacturers are able to produce cost-competitive SIBs. Creating separate harmonised system (HS) codes for SIBs and sodiumion cells will help in monitoring the import volumes of SIBs. Once the domestic manufacturing sector grows sufficiently to meet increased demand, protectionist measures such as tariffs and duties can be imposed to reduce the import of SIBs. Separate HS codes will also support tariff planning for SIBs, cells, and other components based on the status of the domestic supply chain. Such a staggered approach to creating a domestic SIB market, coupled with the commercialisation of domestic R&D, would benefit Indian manufacturers in the long run.
Creating demand in prominent applications such as EVs and BESS will be necessary to generate a secure market for SIBs.
India’s ability to remain resilient and competitive while it aims to reach net-zero goals and meet a projected 1.3 TWh battery demand by 2047 relies on diversifying its battery storage technology strategy beyond LIBs. While LIBs currently dominate, their reliance on imported critical minerals and a supply chain dominated by China poses significant geopolitical and economic risks. To ensure energy security and technological sovereignty, India must strategically pivot towards SIBs as an indigenous alternative.
Sodium-ion batteries present a unique opportunity to leverage India’s existing industrial capabilities. Unlike LIBs, the supply chain for SIB materials for cathodes, electrolytes, and anodes aligns with domestic capabilities in sectors like pharmaceuticals, chemicals, and textiles. This compatibility offers a pathway to rapidly indigenise manufacturing, reduce import dependence, and mitigate the risks associated with critical mineral scarcity. Additionally, SIBs offer distinct advantages in safety, fast charging, and low-temperature performance, making them ideal for specific applications like defence and grid storage.
To unlock this potential, a cohesive roadmap is essential. India must first prioritise R&D to develop indigenous active materials, followed by significant investment in prototyping and equipment standardisation to bridge the funding gap compared to global peers. Finally, policy interventions such as offtake mandates and trade protections will be crucial to drive commercial scale-up. By fostering collaboration across academia, industry, and policy, India can transform its energy transition challenge into an industrial advantage, establishing itself as a global leader in next-generation battery technology.
The supply chain for SIB materials for cathodes, electrolytes, and anodes aligns with domestic capabilities in sectors like pharmaceuticals, chemicals, and textiles.
A well balanced battery ecosystem includes three parts that work in tandem and support each other- Manufacturing, deployment and end-of-life processes. Manufacturing consists of research to commercialisation of different components that are a part of the battery, deployment relates to consumption via various large and small-scale applications and end-of-life processes include the various principles of circularity that are used to manage the used batteries. Development of domestic technologies and local manufacturing of various battery components ensures supply chain resilience and enables technological sovereignty. This segment is supported by steady deployment trajectories which ensures product offtake and enables scale-up. The end-of-life processing segments can strengthen the manufacturing supply chain by providing critical materials from spent batteries for new ones. Increase in indigenisation of these segments can help to- create a robust battery sector, create green jobs, pose India as one of the strong players in cleantech manufacturing, and advance economic growth.
Sodium-ion batteries can be used for a variety of applications such as two and three wheeler EVs, grid-scale storage, forklifts, high power medical equipment, vehicle starter batteries for high altitude regions, drones, missile ground systems, telecom, and AI data centres.
The cathode material is usually chosen from three groups of materials- Prussian blue analogues (PBAs), Layered oxides (LOs) and Polyanionic compounds (PACs). Commercialised chemistries of LOs require nickel and titanium and PACs require vanadium. However, recent developments in PBAs and PACs have led to commercialisation of critical mineral free chemistries. The anode, electrolyte and current collectors are completely free of critical minerals. The anode is made up of hard carbon and the electrolyte is usually sodium hexafluoro phosphate salt dissolved in organic carbonates such as propylene carbonate or a mix of ethylene carbonate and dimethyl carbonate. The current collectors are made up of abundantly available aluminium.
Advancing Solar Cell Manufacturing in India
Making India a Hub for Critical Minerals Processing
State of the Sector: Critical Energy Transition Minerals for India
Strengthening India's Clean Energy Supply Chains